
Polyester filament yarn manufacturing process
POLYESTER & POLYPROPOLENE MULTI FILAMENT YARNS:
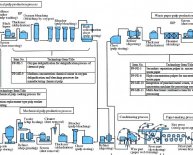
Polyester Polypropylene chips are fed in the feeding hopper with the help of electric hoist and are conveyed from feeding hopper to DPG from where they are further conveyed to the Storage Silos with the help of compressed air. From the Silos, the chips enter the blender for proper blending to avoid variation.
The chips, after blending, are stored in a Wet Chips Hopper.
The level of chips in this hopper is automatically controlled from where these are transferred to the drying system through rotary air lock. Rotary air lock does not allow the air to leak during the chips entry from WCH to drying system. Dryer system dries the chips with the help of hot air to control the moisture level of the chips to make it suitable for spinning. From the dryer, chips enter the Dry Chips Hopper before feeding to the Extruder.
From the Dry Chips Hopper, chips are conveyed to the extruder where chips are melted and mixed to give homogenous molten polymer with the help of electrical heaters. The same is thereafter filtered through continuous polymer filter.
After filtration, the melt is distributed to 4 nos. of spinning beams via manifold. The temperature of the spinning beams and manifold is maintained by special type of heat transfer media. Melt is purified by means of metallic and sand filters before being extruded to filament through spinnerets.
The extruder has a capacity to melt and deliver 800 kgs of chips/hr. at high pressure upto 250 bars. Molten polymer in spinning beam is extruded through the spinnerets via polymer pump. The speed of polymer pump is controlled by production computers to ensure uniform flow of melt to produce quality of yarn. The speed of polymer pump may be changed to produce different kind of deniers.
Polymer melt passing through the spinnerattes comes out in the form of yarn at a temperature of 280-290 ° C. The yarn is then cooled to solidify in the cooling chamber and after the cooling, finish oil is applied to yarn to lubricate the same for further processing. The yarn is, thereafter, taken on the winder for winding on paper tubes. The speed of the winder is controlled by the computers and can be varied as per the process requirement to produce different kind of deniers. The POY thus produced is checked on automatic machines called Tensorapid and Uster Tester-3 for checking of thickness and uniformity properties.
POY is thereafter transported from the POY department to texturising section. It is then taken on creel and fed to the texturising machines and heaters. After the necessary heat setting and cooling, the texturised yarn is collected on paper tubes and thereafter, packed in corrugated boxes and sent to the market.
POLYESTER, NYLON & POLYPROPOLENE MONOFILAMENT YARNSPolyester/ Nylon / Polypropylene chips are used for the manufacture of respective Monofilament yarns. Chips are dried in the case of Polyester to moisture level of 30 ppm before being fed to the extruder. This manufacturing is a continuous process where chips are continuously fed to the extruder through the dryer hoper. The extrusion of the melt is done at 280 290 ° C. The controlled amount of molten polymer is fed to the Gear Pump for delivery through nozzle. The operation of delivery is widely known at Melt Spinning. Melt Spinning is also done at 280-290 ° C. Molten monofilaments are quenched in a water tank known as quenching bath. Next, the solidified filaments are taken on godet 1 for separation. The separated filaments are then taken on the roll and separation is also done on godet 2, 3, & 4. The monofilaments are stretched and drawn at high temperatures between these godet rolls. Thereafter, proper heat setting is done in order to make the monofilaments dimensionally stable. These dimensionally stable monofilaments are finally wound on the spools/ hasp winder.
Share this article
Related Posts


Latest Posts













